")
na wstępie zaznaczę, że jestem początkującym użytkownikiem frezarki CNC, stąd też proszę o wyrozumiałość w wypadku zadawania przeze mnie pytań, które dla innych mogą wydawać się trywialne.
Piszę w tym miejscu gdyż, pomimo przeglądania tego forum nie udało mi się znaleźć rozwiązania. Dlatego też proszę Was bardziej doświadczonych użytkowników o pomoc i poradę w tej sprawie.
Problem polega na tym, że maszyna notorycznie gubi kroki na każdym silniku przypadkowo, raz już przy bazowaniu narzędzia innym razem gdzieś w trakcie wykonywania kodu. Po prostu nie da się na niej pracować. Jest to maszyna typu DIY, którą kupiłem rok temu od osoby, która ją sama wykonała. Mechanicznie maszyna jest bez zarzutu jednak elektronika nie działa jak należy, co objawia się problemem jaki opisałem powyżej.
Dodam, że jest to maszyna o konstrukcji stalowej z profili 100x100 mm ze stałą bramą i polem roboczym jakieś 550x700x250mm.
Walcząc z problemem, wymieniłem wszystkie kable na ekranowane, uziemiając ekran jednostronnie od strony źródła potencjalnych zakłóceń. Dodatkowo odseparowałem kable sygnałowe od zasilających, zgodnie z guidem Sanyo Denki, który właśnie znalazłem na forum. Niestety problem jak był tak jest. Odłączyłem wrzeciono wraz z chłodzeniem od zasilania i efekt był bez zmian.
Sprawdziłem czy dobrze dobrany jest transformator sterowniki i silniki krokowe i wszystko wygląda na to, że powinno być OK. Niestety, nie jest i w tym miejscu kończą mi się pomysły co można dalej zrobić. Stąd moja prośba o poradę która ożywi w końcu moją maszynkę.
Poniżej jeszcze parę parametrów maszyny:
- transformator: P=1000 VA; 52,5V AC
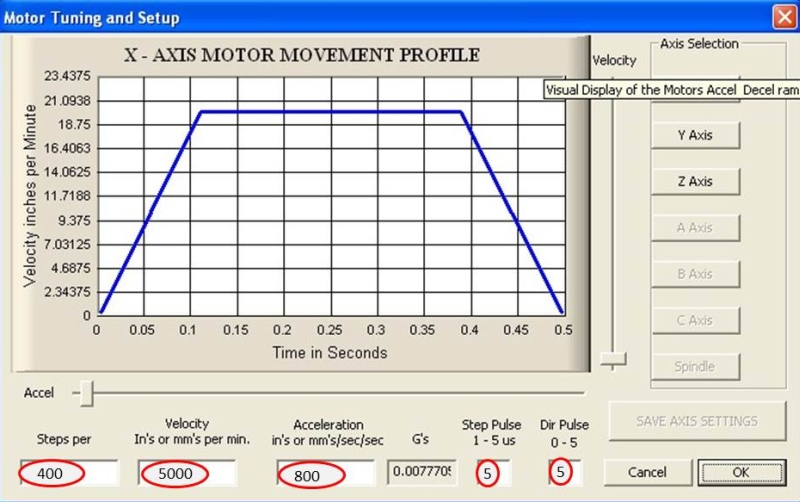
- sterowniki: od użytkownika markcomp77 - MDC879 ustawione na 7,9A; step/rev na 2000 (w załączniku pozostałe parametry tego sterownika)
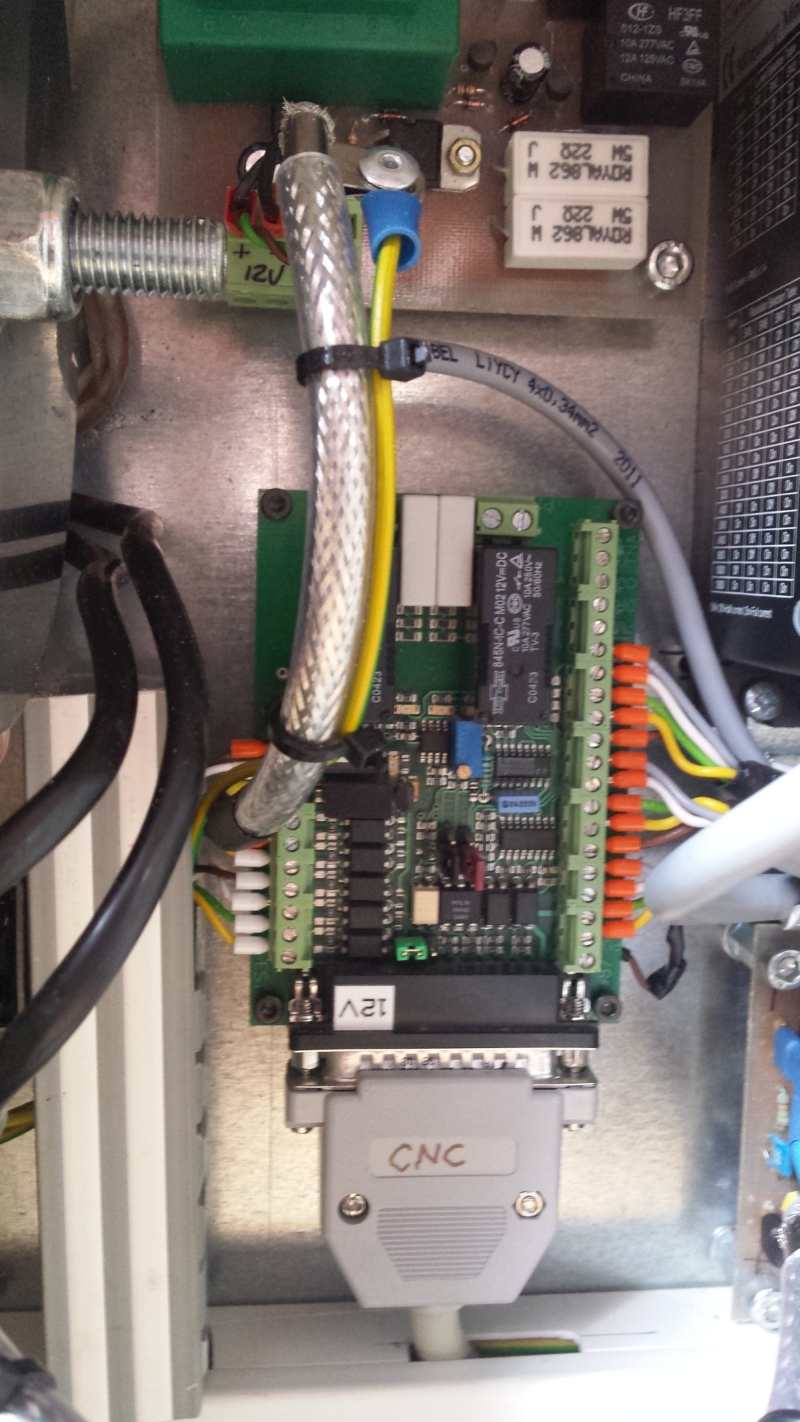
- układ miękkiego startu i filtrujący na zdjęciu

- silniki krokowe: od użytkownika markcomp77 86H80-7808B u mnie pracują jako bipolarne, a cewki połączone są równolegle. Sprawdziłem ostatnio rezystancję uzwojeń A+/A- oraz B+/B- i wynosi ~0,3 ohma; czyli jest OK (pozostałe dane w załączniku).
- płyta główna LPT; no name, jeśli ktoś może ją rozpoznać co to jest to będę wdzięczny (zdjęcie poniżej). Niestety nie ma na niej żadnych oznaczeń. Płyta zachowuje się dziwnie to znaczy sygnał analogowy 0-10V który wykorzystuję do sterowania wrzecionem (mokry chińczyk 2,2 kW) jest niestabilny przy wysokich prędkościach obrotowych ok. 20 000 – 24 000 rpm gdyż w tym zakresie obroty wrzeciona falują od wartości zadanej do -3000 rpm. Dlatego przerzuciłem się na sterowanie wrzecionem przez RS i plugin w Machu.
- sterowanie MACH 3 (ostatnia wersja) (kabel LPT ekranowany ok 2,2 m długości uziemiony obustronnie, komputer z procesorem AMD Athlon XP 2,2 GHz, 1 GB RAM, karta graficzna Radeon 9600XT 256 MB + XBOX pad WiFi jako pilot do ustawiania maszyny. Komputer z systemem Win7 używany tylko do sterowania maszyny.
Gdyby ktoś miał pomysły co sprawdzić i jak to zrobić aby znaleźć przyczynę takiego zachowania to będę wdzięczny. W razie pytań udzielę dodatkowych niezbędnych informacji.
Z góry dziękuję za pomoc.


")