Obsługa, Programowanie i Budowa Maszyn Numerycznych




")


")
")

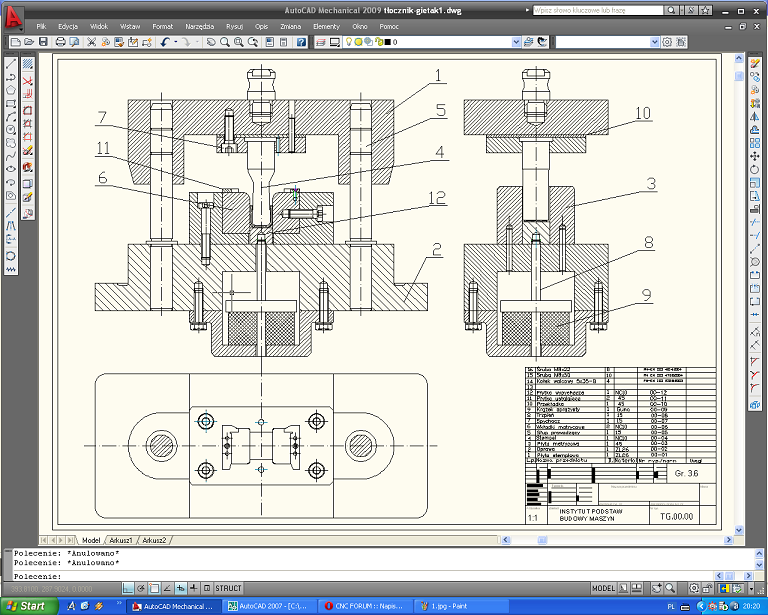
projekt jest OK, podoba mi się...czy moglibyście zerkąć na ten projekt wypowiedzieć swoje ew. uwagi?:) ...
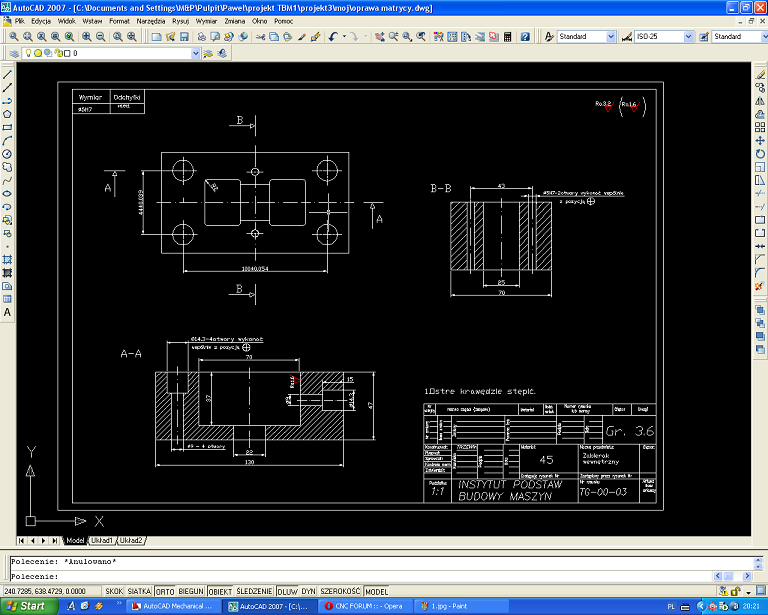
przy hartowaniu nic by im się nie stało....trzeba zabezpieczyć gwinty przed hartowaniem a to jest chyba dość trudna operacja poza tym nigdy nie wiadomo co stanie sie z gwintem po hartowaniu....
38HMJ norma PN,...Znacie europejskie oznaczenia stali stosowanych do azotowania?:) ...






