Przemysłowo i nie tylko to jest bazowanie z krańcówki + sygnał indeks obojętnie czy to liniał czy enkoder.
kamar,
Domyślam sie że to do starego/nowego automatu krzywkowego.
Jak rozwiązałeś g-kod łamanie wióra?
Takie cuś?
Obsługa, Programowanie i Budowa Maszyn Numerycznych




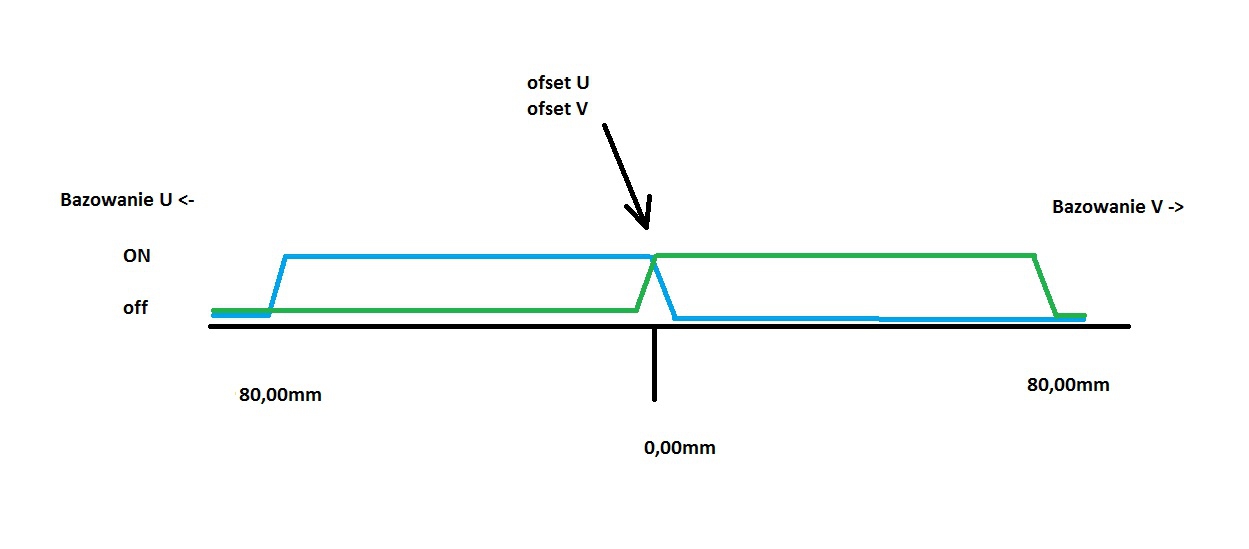
Jedna robi za Home druga za indeks niby enkodera?kamar pisze:Drugi dzień walczymy z bazowaniem osi na dwóch krańcówkach jednocześnie.






